PICK UP
Facilitating new functions and the design of cars
and other industrial products around the world
with composite materials
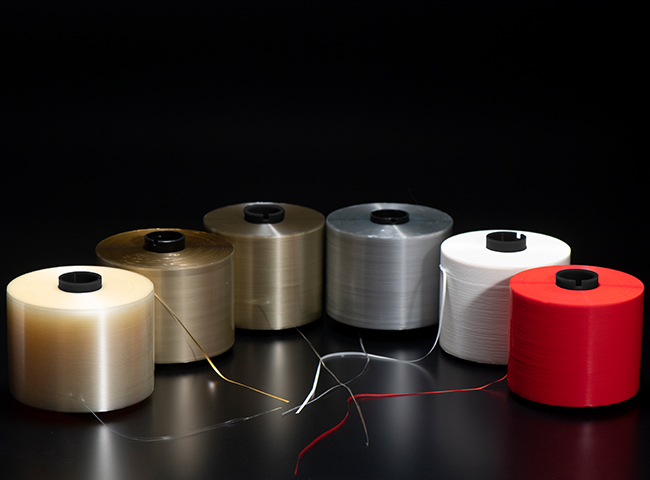
PRODUCTS



COMPANY


NEWS
Facilitating new functions and the design of cars
and other industrial products around the world
with composite materials